Look at the kinetic impact velocity against the crystalline structure of basalt. When a hammer strikes a 150MPa rock, it doesn’t just split it; it shatters the immediate impact zone into micro-fines, wasting 30% of your potential aggregate yield.
Stop funding your own bankruptcy through the cheap equipment trap. While procurement teams fixate on upfront equipment price, deploying kinetic impactors on abrasive hard rock guarantees fiscal ruin. This capital risk audit deconstructs the severe daily running costs of hammer units and proves why the HPT series multi-cylinder cone is the only mathematically sound method to protect your asset amortization cycle.
Back in the October 2025 fiscal audit of the Colombian Andean Granite Quarry, the most expensive variable wasn’t the logistical fuel overhead, but the catastrophic wear-part hemorrhage in the secondary stage. Evaluating the fiscal viability of a 300 tons per hour circuit requires stripping away the initial equipment price. Forcing a kinetic hammer mill onto 180MPa rock will completely vaporize your profitability timeline, whereas compressive lamination physics mathematically secure your asset amortization cycle.
180MPa Granite Circuit: Kinetic vs Compressive Fiscal Thresholds
- System Capacity Target: 300 tons per hour
- Compressive Pacing Unit: HPT300 Cone Crusher
- Main Motor Power: 250 kilowatts
- Material Hardness: > 150 MPa (High Silica)
- Fiscal Objective: Minimize expenditure per shift
Technical Index: LH-CONE_CRUSHER_VS_HAMMER_CRUSHER-APR/2026-Ref-#39281
The Fiscal Illusion of Low Initial Equipment Expenditure
The fastest way to destroy a mining operation is allowing procurement teams to dictate mechanical engineering. Purchasing managers see the low initial equipment expenditure of a hammer crusher and assume they have secured a capital victory. The physics of hard rock do not care about your spreadsheet. During the aforementioned South American granite audit, the site was processing 180MPa rock through a generic hammer unit. The abrasive silica content forced the maintenance crew to replace the high-manganese hammers every 48 hours.
Replacing internal wear parts every two days entirely destroys the profitability timeline before the first aggregate is sold.
This is the cheap equipment trap. The upfront savings are instantly consumed by astronomical daily running costs and absolute operational downtime. You are paying a premium in labor and lost tonnage to sustain a machine that physically cannot survive the geological reality of the quarry.
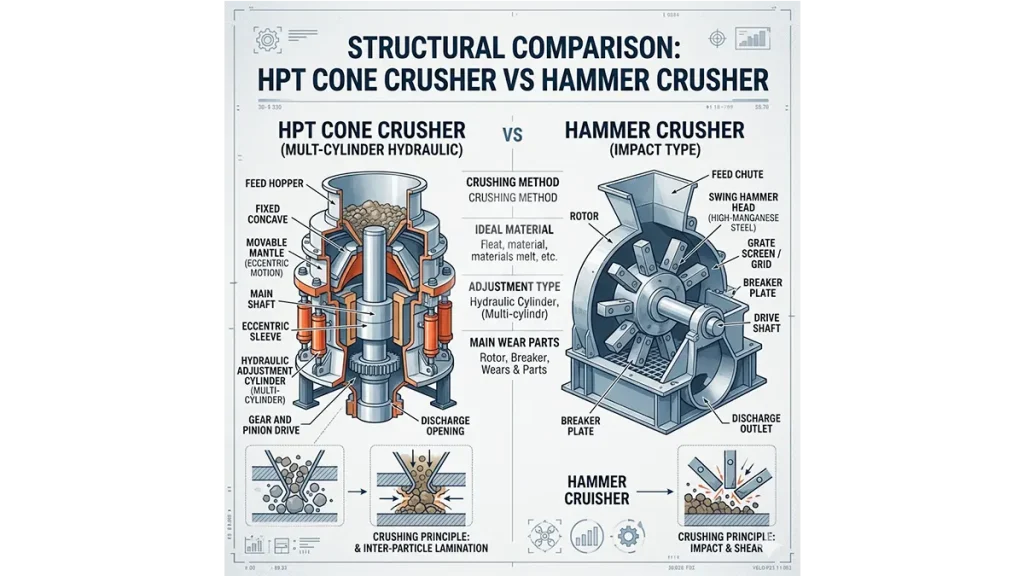
Deconstructing Kinetic Impact and Lamination Physics
Hammer crushers operate entirely on high-velocity kinetic impact. The rotor spins at extreme RPMs, using the sheer blunt force of the hammers to shatter the feed material against heavy breaker plates. This mechanical approach is highly cost-efficient for soft limestone registering under 100MPa. When applied to hard basalt or granite, the kinetic energy backfires. The machine generates up to 30% excessive fine powder. That powder is unsalable waste that chokes your vibrating screens and drains your fuel and power expenses.
Conversely, the HPT series utilizes inter-particle lamination crushing physics. We transition away from blunt force and move toward volumetric compression. Inside the crushing cavity of an HPT300, the material density is manipulated so that rock crushes rock. This internal friction shields the manganese mantle and bowl liner from direct abrasion. Extending the asset’s lifecycle is the only way to protect your capital payback velocity in high-abrasion environments.

Securing the Payback Window with the HPT Series
You cannot scale production if your secondary stage is constantly torn down for maintenance. Transitioning that identical South American secondary circuit to an HPT300 Cone Crusher drastically altered their financial trajectory. Driven by a 250 kilowatts motor, the multi-cylinder hydraulic system maintained a consistent closed side setting even under maximum load. They stabilized throughput at an unwavering 300 tons per hour.
| Process Stage | Recommended Model | Capacity (tons per hour) | Power (kilowatts) | Max Feed (mm) |
|---|---|---|---|---|
| Primary Compression | C6X110 Jaw | 160-550 | 160 | 720 |
| Secondary Lamination | HPT300 Cone | 110-440 | 250 | 230 |
| Soft Rock Alternative | CI5X1315 Impact | 250-350 | 250-315 | 600 |
Look at the 250 kilowatts power draw of the HPT300 compared to its operational output. By leveraging lamination compressive crushing, the site reduced their wear-part expenditure per shift by a staggering 85%. The machine pays for itself simply by remaining online. When you eliminate the 48-hour replacement cycle of high-manganese hammers, your production-to-cost ratio stabilizes, and your capital investment finally begins to yield actual revenue.
Strategist’s Memo: Capital Hemorrhage in Hard Rock
Ten years ago, we used to deploy them exclusively in cement plants processing 80MPa limestone. If the rock is soft and non-abrasive, the initial equipment price advantage holds up; if silica is present, the financial model collapses instantly.
Do not ignore the cavity density. By keeping the HPT300 choke-fed, the 250 kW motor forces the rock mass to compress against itself. The stones absorb the abrasive friction, not the expensive manganese steel mantle.
When you calculate the localized labor rates, the crane rental for rotor access, and the 6 hours of zero-tonnage production, the expenditure per shift outpaces the gross profit margin of the aggregate produced.
Arresting Capital Hemorrhage in Hard Rock Circuits
Allowing a low upfront price tag to dictate your crushing technology is a guaranteed path to insolvency. The physical reality of processing 180MPa granite dictates that compressive lamination is the only sustainable mechanical force. If you continue to subject kinetic hammer crushers to high-silica rock, the astronomical replacement costs of manganese components will permanently bankrupt your operation by next month.